Mahendra Tools and Machines is proud to have installed NITTO KOHKI Portable Hydraulic Puncher HA11-1624 at yet another client’s site.
Contact us on sales@mahendratools.com for more information and procurement.
NITTO Portable Hydraulic Puncher can easily punch upto 16mm thickness in Mild Steel and upto 25mm diameter. The punching is done in less than 10 seconds. This leads to enormous gains in productivity and cost-savings.
Generally hole making in Steel is done using a drilling machine, preferably Magnetic. That takes a lot of time to drill a single hole. This reduces the productivity enormously. They are also prone to frequent breakdowns.
A NITTO KOHKI Hydraulic Puncher does the same job quickly, efficiently and without any breakdowns.
NITTO KOHKI Japan make TCT and HSS cutters are available from 12mm dia upto 100mm dia and in lengths from 25mm to 75mm. These cutters are made completely in Japan. They provide the best efficiency and value for money in terms of cost per hole.
Broach Annular Cutters
An annular cutter (also called as core drill, core cutter, broach cutter, trepanning drill,hole saw, or cup-type cutter) is form of core drill used to create holes in metal. An annular cutter cuts only a groove at the periphery of the hole and leaves a solid core or slug at the center.
An annular cutter is a more expensive and more efficient alternative to spiral drill bits and standard hole saws. An annular cutter is similar to a hole saw but differs in geometry and material. The two most common types are Hi-Broach Cutters (HSS) and Jet Broach Cutters (TCT).
Like a hole saw, but unlike a spiral drill bit, an annular cutter cuts only the periphery of a hole, leaving a circular “slug” at the center.
Annular cutters are available from 12 mm (1/2’’) diameter to 200 mm (7 7/8’’) and larger. Depths of 30 mm, 55 mm, 75 and 110 mm are commonly available.
Annular cutters are best used with a drill press or magnetic drilling machine, both for their stability against high torque forces created by such a drill bit and lower RPMs compared to other types of drills.
Why are Broach Cutters so efficient?
As broach cutter cuts only on the periphery of the hole to be made, it has to remove much less material as compared to conventional drill bits which cut and remove the complete material of the hole. Annular cutters are considered to be 3 to 4 times faster than conventional drill bits. Also while using a twist drill bit or metal hole saw one has to do pre-drilling and step-drilling operations for bigger diameter holes, whereas an annular cutter requires no pre-drilling and step-drilling. It is a one-shot drilling operation.
The annular cutters have fewer teeth and less wear, therefore with an annular cutter holes can be made at higher or faster cutting speed and a faster feed rate of the drilling machine.
Contact us on sales@mahendratools.com for more information and procurement.
NITTO KOHKI HI-BROACH HSS CUTTERS
HSS core drills are made from high-speed steel material. These are most popular core drills or annular cutters in market. HSS core drills are cheaper for smaller diameter i.e. 40 mm. The biggest advantage of HSS core drill is its ability to re-sharpen. Unlike TCT core drills, HSS core drills re-sharpened and used with good efficiency until the desirable length is remaining. HSS core drills have longer service life, high heat resistance: the characteristics of HSS core drills is that drilling with these core drills can be done without the use of excessive force.
NITTO KOHKI JET-BROACH TCT CUTTERS
Tungsten carbide-tipped (TCT) drills have tungsten carbide embedded in their tip, a material that can cut faster and more efficiently through tougher materials. TCT drills are more expensive than high speed steel (HSS) drills, but are cheaper than cobalt drills for larger sizes – above 41mm.
Annular part does all the work so small cutting resistance reduces drilling time
Cutting of slanted, elongated and edge holes is now possible
Fractional and metric cutter sizes to suit wide range of applications
Produces little slag and few chips for easy disposal
Can also be fitted to and used with previous Atra Ace models using a hexagon socket set-screw
Improved concentricity extends cutter life! One-touch system consisting of three balls inside the arbor body produces a self-centering effect during cutting to improve cutter performance and life
Contact us on sales@mahendratools.com for more information and procurement.
NITTO Portable Hydraulic Puncher can easily punch upto 16mm thickness in Mild Steel and upto 25mm diameter. The punching is done in less than 10 seconds. This leads to enormous gains in productivity and cost-savings.
Generally hole making in Steel is done using a drilling machine, preferably Magnetic. That takes a lot of time to drill a single hole. This reduces the productivity enormously. They are also prone to frequent breakdowns.
A NITTO KOHKI Hydraulic Puncher does the same job quickly, efficiently and without any breakdowns.
Installation, erection, commissioning, and training for the users of Hydraulic Punching Machine HS11-1624
NITTO KOHKI Portable Hydraulic Puncher HS11-1624 is being used by a major PEB company to quicky and efficiently make 18mm holes in Mild Steel
Here we have a client using the NITTO Puncher to make 18mm diameter holes in a 12mm thick plate. The Puncher punches a hole smoothly. The puncher can be fixed on a table or it can be made portable as it is light in weight and works on single phase power supply.
Nitto Kohki make Portable Hydraulic Puncher HS11-1624 makes a hole in mild steel in less than 10 seconds. It is the most productive and efficient method of Steel Fabrication. The cost per hole is less than 50 paisa, yes that is correct, less than 50 paisa.
Mahendra Tools and Machines – NITTO KOHKI India
Here are a few more videos of the Puncher in action.
The AIR CHIPPER are compact, lightweight and economical tools to have on hand for all kinds of chipping work. Easy chisel replacement is made to excellent operation. The straight design is suitable for operation at narrow and deep places.
Features
Ideal tool for quickly and efficiently removing weld splatter, rust and other debris from most surfaces
Compact, heavy-duty construction for tough industrial applications
Easy one-touch chisel installation and removal – NO tools required
NITTO KOHKI Air Chipper CH-24 / ACH-16
Technical Specification :-
Model
ACH-16
CH-24
Rated Air Pressure Mpa (kgf/cm2)
0.6 (6)
0.6 (6)
Air Consumption (No load )M3/min
0.15
0.2
Stroke Speed (min-1)
6000
4000
Size of Chisel Shank (mm)
10.5 Round
12.7 Square
Hose Size (inch)
3/8
3/8
Mass (Weight) kgs
0.9
1.7
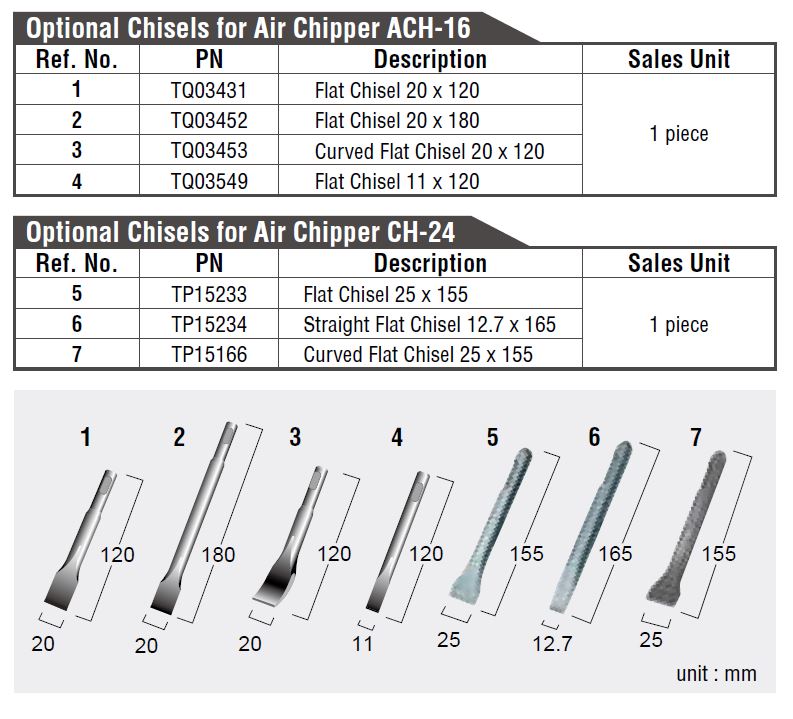
OPTIONAL CHISELS :-
For any further information or procurement, please feel free to contact us at sales@mahendratools.com
A magnetic drill, mag drill for short, is a drill used to cut metal. Magnetic drills are made up from 4 key components: a magnetic base, a drill stand, a motor, and an arbor or chuck.
The convenience of a magnetic drill can’t be overstated.
Like the benchtop drill press or standing drill press, you need a magnetic drill press in hard to access locations, like I-beams, truck beds, vertical metal parts that are stationary and so forth. The magnetic base adheres to the metal surface and stabilizes the drill in order to cut the material. You won’t be able to achieve the same results with a non-magnetic drill press – don’t even try.
Why use a Magnetic Drill Press?
By using a magnetic drill, you’ll gain the precision and speed for drilling in tough materials when you need to drill with accuracy and consistency.
Magnetic drills have strong electromagnetic base enabling it to adhere to a carbon steel (ferrous metal) surface while turned on.
Magnetic drills can be positioned to drill horizontally, vertically or overhead which is especially useful in construction.
Be sure to secure your mag drill to the surface being drilled into, especially when overhead, to avoid drops from heights or onto your head.
The Origins of the Magnetic Drill Press
“Magnetic drills were initially designed for construction companies to drill a large quantity of holes in structural steel already in place, such as i-beams. They offer increased stability and are easier to use than a hand held drill and also provide better accuracy and cut large diameter holes faster. They do the job much faster than the traditional Twist Drill cutting Machine.
NITTO KOHKI Japan has been the pioneer of Magnetic Drilling Machines.
How to use a Magnetic Drill Press
The material base to be used must be ferrous metal for the electromagnet to work
The steel has to be flat and reasonably clean or the magnet won’t hold onto the surface.
Make sure the bottom of the drill is also free from debris.
Use a SAFETY chain to secure the drill press because once the power goes out, the tool will let loose of the steel and drop if overhead.
Here is a video which shows the Auto-Feed WA-5000 machine in operation :-
What are the types are of Magnetic Drill Machines?
Why Auto-Feed and Auto-Control machines are much better than Manual Drilling machines.
First let us have a look at the video here :-
1. AUTO FEED – NITTO make drilling machines Being AUTO FEED there is uniform pressure applied on the Broach Cutter during the operation which results in more life of broach cutters(MAXIMUM no. of holes). Because of uniform pressure the broach cutter does not over heat, which keep the teeth of the cutter safe from becoming blunt or get broken.
MANUAL – On the other hand when the Operator operates the machine manually (Manual Feed), non-uniform pressure is applied on the broach cutters, sometimes less pressure is applied and sometimes more because of this the cutter(of any Brand) gets heated and gets blunt more easily which results in lower life of Cutters.
2. AUTO FEED – There is load sensor in NITTO make Auto Feed Auto Control Machine,
because of this the machine will never take excess load, whenever there is excess load the machine will trip the motor. This reduces the chances of the cutters getting damaged to a great extent.
MANUAL – While in manual machine there are no such sensors and when non uniform manual pressure is applied, the cutters get damaged very easily, resulting in higher operation cost.
3.AUTO FEED – There is load sensor in NITTO make Auto Feed Auto Control Machine,
because of this in case of excess load the motor trips, this reduces the maintenance and protects the electrical components. This leads to very low breakdown and high productivity.
MANUAL – There is no such safety feature in these machines, and this results in higher maintenance and higher breakdowns. Thus decreasing the productivity and affecting smooth and continues production.
4.In NITTO make machines the cutting oil comes centrally from the arbor and automatically stops after the operation, thus no cutting oil is wasted.
5.SAFETY Features in NITTO machines:
If there is power failure, the machine stops operating and when the power comes back, it does not start automatically, thus avoiding injuries and hazards.
6. NITTO drilling machine can easily be used in a horizontal position to drilling holes in vertical beams.
These features are absent in other lower quality manual feed machines The main cost of drilling is not that of the machine but of the broach cutters which needs to be procured regularly and this is where NITTO saves you a lot of money. Being an Automatic machine, NITTO- Japan make drill machine has load sensors which regulates the speed of drilling and the feed based on the load. In the case that the load increases too much then the machine trips off. This ensures that there is always uniform load on the cutter. So for a big company/project which has hundreds of holes to drill everyday, it makes a lot more sense to buy a better quality ( Japan make) automatic machine than purchasing an inferior quality product with regular breakdowns and high operational cost.
For more details please contact us on sales@mahendratools.com